The Unseen Flaw: Why Composite Specimens Demand a Deeper Kind of Precision
Jun 06, 2026

The Silent Saboteur in Your Test Data
A lab technician weighs a newly synthesized thermoplastic powder with the focus of a pharmacist. The reinforcement fibers are perfectly dispersed. The formulation is elegant. Then she presses the sample, mills it into a dog-bone shape, and mounts it for tensile testing.
The curve looks wrong. Not dramatically wrong—just a few percent lower ultimate strength, a touch more scatter among five supposedly identical specimens. Most researchers will blame material inhomogeneity. Few will suspect the three seconds of uncontrolled cooling that created a gradient of crystallinity inside the specimen. The data didn’t measure the material. It measured the molding artifact.
This is the silent crisis in composite specimen preparation. We spend millions on spectrometers and electron microscopes, yet often trust the most delicate step—transforming powder or prepreg into a void-free, dimensionally exact test coupon—to equipment designed for a simpler era.
The Psychology of Process: Why We Underestimate Molding
Humans intuitively believe that “heat plus pressure equals a solid block.” That belief is dangerous. It confuses the presence of temperature and force with the precise choreography of temperature and force.
A laboratory plate hot press is not a glorified waffle iron. It is a rheological instrument in disguise. Its true function is to manage the viscosity evolution of a polymer matrix through three interdependent phases—preheating, pressure-holding, and controlled cooling—so that every fiber is wetted, every bubble eliminated, and every crystalline domain formed under deliberate rules.
When this choreography fails, the failure is often invisible. A 2% void fraction doesn’t change the specimen’s color. It just shaves 15% off fatigue life. And that’s the most dangerous kind of error: a systematic bias you cannot see, but which silently corrupts every conclusion you draw.
The Thermal-Pressure Nexus
Heat Is Not Just Energy
At temperatures ranging from 150°C to 185°C, the polymer matrix undergoes a profound transformation. Its long chains gain enough mobility to slip past one another. Viscosity drops by orders of magnitude. In that narrow thermal window, the material can fill microscopic corners of the mold and wet reinforcement fibers deeply.
But every polymer has a thermal budget. Exceed it, and chain scission begins. The matrix degrades before it ever reaches the testing frame. A precise hot press respects this budget with uniform, PID-controlled platen heating—no hot spots, no guessing.
Pressure as a Void Extraction Tool
Apply 20 MPa to 45 MPa of pressure, and something remarkable happens: entrapped air and volatile byproducts begin to dissolve into the melt or migrate along interfaces until they escape the mold edge. The material goes from a collection of separated particles to a continuous, dense monolithic structure.
Under-press, and micro-bubbles remain as stress concentrators. Over-press, and you may crush brittle reinforcements or force the matrix to extrude out of the mold. The “sweet spot” is narrow, repeatable only with calibrated hydraulic systems and precise force control.
The Cooling Conundrum
Most lab discussions focus on heating. But cooling rate defines the final microstructure. Quench too fast, and you freeze amorphous chains in an unstable state, setting up internal residual stresses. Cool too slowly, and you may overshoot into large spherulitic crystallinity, altering stiffness and impact behavior.
Uniform cooling across the entire platen surface—often achieved through internal water circuits or precisely ramped air cooling—ensures every specimen in a batch crystallizes under identical thermal history. Otherwise, you are comparing snowflakes, not standardized samples.
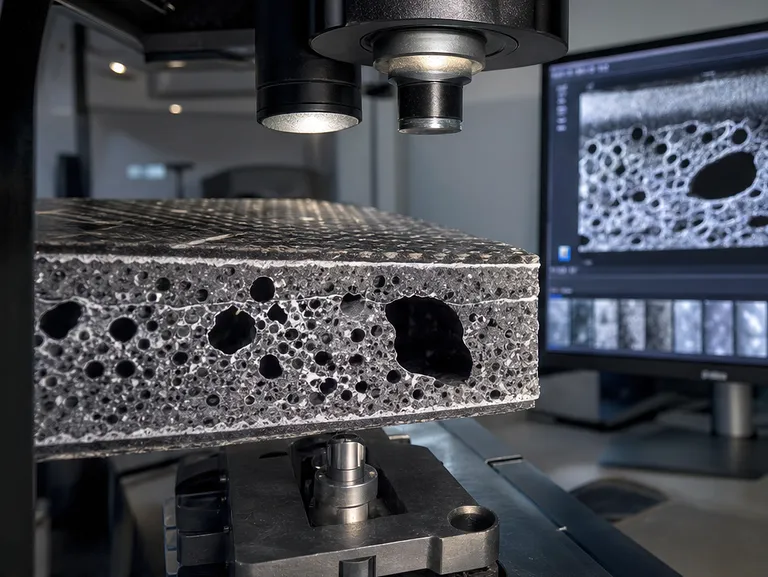
How Defects Hide in Plain Sight
Composite specimens can look perfect to the naked eye and still be profoundly compromised.
- Sub-surface voids: Only visible after cross-sectioning. They reduce interlaminar shear strength by up to 20%, yet leave no trace on the surface.
- Density gradients: Edge-to-center density variations may deviate by less than 1%, but they shift fracture initiation sites, making failure modes unpredictable.
- Surface micro-roughness: When plates are not polished to micron-level flatness, grip slippage during tensile testing introduces artifacts that get blamed on the material’s stiffness.
- Residual stress warpage: A specimen that curls slightly after demolding has already stored elastic energy. It will behave differently under load than a stress-free specimen, even if both come from the same batch.
These are not material problems. They are molding problems disguised as material problems. And they erode the most precious commodity in research: trust.
The Three Phases That Define a Specimen’s Truth
A well-executed hot-press cycle unfolds in three deliberate acts.
Phase 1: Preheating and Breathability The mold stack is brought to target temperature with minimal initial pressure, allowing the material to soften and for any large air pockets to escape before full compaction begins. A short breathing cycle—momentary pressure release—can further purge volatiles.
Phase 2: Full Compaction Under Holding Pressure Once the matrix reaches flow temperature, high pressure is applied and sustained. This is the densification moment. Holding time must be long enough for polymer chains to penetrate fiber bundles and for residual gas to dissolve, but not so long that degradation begins. For some matrices, as little as 30 seconds of extra holding time can push the molecular weight below specification.
Phase 3: Controlled Solidification Pressure is maintained while cooling begins. As the matrix solidifies, its volume shrinks. Maintaining pressure during this contraction prevents delamination and ensures the specimen retains its molded dimensions. The cooling rate—whether natural, forced air, or water—determines final crystallinity and residual stress profile.
A laboratory plate hot press that manages these phases with digital precision gives you not just specimens, but process traceability. You know exactly what each sample experienced. That’s the foundation of reproducible science.
When Good Materials Go Bad
| Risk Factor | Hidden Consequence | How Precision Molding Prevents It |
|---|---|---|
| Uneven Platen Temperature | Inconsistent melt viscosity across the sheet; edge defects in some specimens | PID-controlled multiple heating zones with active plate monitoring |
| Pressure Overshoot | Fiber breakage, especially in unidirectional prepregs | Closed-loop hydraulic servo control with programmable ramps |
| Premature Cooling | Surface “skin” formation before full compaction; internal porosity | Synchronized temperature-pressure profiles that maintain melt state until compaction complete |
| Irregular Thickness | Out-of-spec dimensions per ASTM/ISO; invalidates comparison between batches | Precision-ground parallel plates with optional thickness spacers |
| Vulcanization/Cure Variation | Inconsistent cross-link density in elastomeric matrices | Programmable multi-step cure profiles with real-time data logging |
The table is not theoretical. In rubber-slag composite research, a 3°C deviation during vulcanization can shift the elastic modulus by 8%. In thermoplastic nanocomposites, a 1 MPa pressure difference changes the planar alignment of boron nitride fillers, altering through-plane thermal conductivity by a measurable amount. Precision isn’t a luxury; it’s the difference between signal and noise.
The Solution Beneath the Platen

When you stand in front of a modern laboratory hot press, what you see is steel and hydraulics. What you get is a decision engine for microstructure control.
Modern presses integrate vacuum chambers to pull out volatiles before they become trapped bubbles, programmable force-travel curves that prevent over-compaction, and rapid water cooling that freezes the desired crystalline state across an entire batch. The best of them don’t just supply heat and pressure—they enforce a thermal-mechanical protocol as reproducible as a standard laboratory method.
This is where equipment truly becomes a partner in research. At our expert laboratory division, we provide complete sample preparation solutions purpose-built for materials science. Our hydraulic press line includes standard lab presses, XRF pellet presses, hot presses with vacuum capability for void-free molding, and Cold and Warm Isostatic Presses for complex powder compaction geometries. These systems share a common design philosophy: deliver the precision you need to trust your specimens completely.
Beyond the press, a truly integrated preparation workflow also considers upstream steps. Particle size and shape directly influence how powders compact and flow under heat. That’s why our complementary equipment—planetary ball mills, jet mills, liquid nitrogen cryogenic grinders, and vibratory sieve shakers—helps you control the entire chain from raw powder to final specimen. A homogenous, well-characterized powder pressed under perfect thermal control yields data you can defend.
Engineer’s Romance

There is a quiet beauty in watching a chaotic pile of powder transform into a glossy, flat, structurally perfect sheet under the gentle, invisible choreography of temperature and force. The polymer chains that were once tangled and motionless now flow, align, and lock into an engineered order. The air that once separated particles is gone, replaced by molecular contact at every interface.
This transformation is not magic. It is thermodynamics, fluid mechanics, and heat transfer—disciplines old enough to feel romantic to anyone who builds things that must not fail. And the specimens that emerge from a carefully managed hot press are not mere samples. They are the honest physical expression of a material’s true character. No hidden flaws. No excuses. Just the quiet confidence that what you measure is what you made.
Whether you are engineering the next generation of thermoplastic composites for aerospace, optimizing elastomeric dampers, or developing bio-based polymer matrices that demand the gentlest thermal profiles, your molding process is the bridge between formulation and truth. Cross it with care.
Quick Links
Suggested Products
6-Ton Small Single-Punch Tablet Press — Laboratory Powder & Granule Tableting Equipment / Tablet Forming MachineFurther Reading
The Moment of Truth in Solid‑Lubricant Composites: Why Your Hydraulic Press Decides Everything The Transparent Window: How Pressure and Salt Engineer a Path of Light Through Ancient Walls The 15-Ton Truth: Why Your Elemental Analysis Is Only as Good as Your Pellet The Breaking Point: What a Hydraulic Press Reveals About Concrete—and Our Own Biases The Crack in the Crucible: A Systems Approach to Perfect Bismuth Ferrite Targets and the Hidden Physics of Powder CompactionPowderPreparation
Last updated on May 15, 2026





